Дар маҳсулоти саноатӣ, пӯлоди фишангдор ба таври васеъ дар системаҳои интиқоли барқи таҷҳизоти гуногуни механикӣ истифода мешавад, ки ин ба мустаҳкамии баланд, муқовимати фарсудашавӣ ва муқовимати хастагӣ вобаста аст. Сифати он мустақиман ба сифат ва мӯҳлати хизмати таҷҳизот таъсир мерасонад. Аз ин рӯ, назорати сифати пӯлоди фишангдор хеле муҳим аст. Ҳангоми интихоб, мустаҳкамӣ, устуворӣ ва муқовимати фарсудашавии онро бояд ба назар гирифт. Пеш аз коркарди пӯлоди фишангдор, мо бояд сохтори металлографӣ, сахтӣ, таркиби кимиёвӣ ва ғайраро таҳлил кунем. Сохтори металлографӣ ва сахтии пӯлоди фишангдор нишондиҳандаҳои калидӣ барои арзёбии хосиятҳои механикӣ, таъсири коркарди гармӣ ва мӯҳлати хизмати он мебошанд. Таҳлили металлографӣ ва санҷиши сахтии пӯлоди фишангдор бояд раванди стандартиро қатъиян риоя кунад ва нақшаи озмоиширо дар асоси хусусиятҳои мавод ва шароити корӣ таҳия кунад:
Аввалан, таҳлили металлографӣ. Сохтори металлографии пӯлоди фишангдор ба кори он таъсири калон мерасонад, ба монанди чуқурии қабати карбюризатсияшуда, андозаи дона, тақсимоти карбид ва ғайра. Муайян кардани марҳилаҳои таҳлил, ба монанди намунагирӣ, омода кардани намуна, зангзанӣ ва сипас мушоҳида кардани сохтор зарур аст. Инчунин, қайд кардани намудҳои маъмули бофтаҳо, ба монанди мартенсит, бейнит, перлит ва чӣ гуна арзёбӣ кардани он, ки оё ин бофтаҳо ба стандартҳо мувофиқат мекунанд, зарур буда метавонад.
Сипас санҷиши сахтӣ меояд. Сахтии пӯлоди фишангдор мустақиман бо муқовимати фарсудашавӣ ва мустаҳкамӣ алоқаманд аст. Усулҳои маъмулии санҷиши сахтӣ сахтии Роквелл, сахтии Бринелл, сахтии Викерс ва эҳтимолан сахтии сатҳии Роквелл барои қабатҳои карбюризатсияшударо дар бар мегиранд. Шарҳи сенарияҳои татбиқшавандаи усулҳои гуногуни санҷиш, ба монанди Викерс ё сатҳии Роквелл барои қабатҳои карбюризатсияшуда ва Бринелл ё Роквелл барои сахтии умумӣ зарур аст. Дар айни замон, стандартҳои санҷиш, ба монанди ASTM ё GB ва чораҳои эҳтиётӣ ҳангоми санҷиш, ба монанди интихоби нуқтаҳои санҷиш, коркарди сатҳ ва ғайра, бояд зикр карда шаванд.
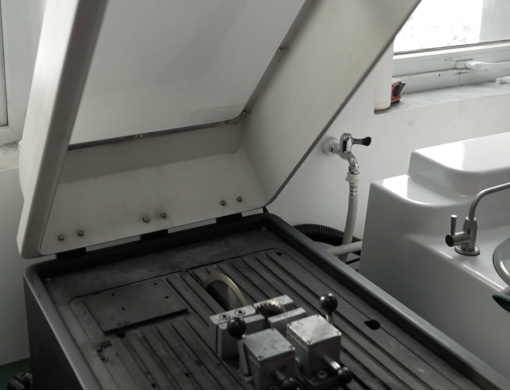
Пеш аз таҳлил, мо аввал бояд пӯлоди фишангро бурем ва намуна гирем. Дар зер мо ҳамчун мисол мошини буридани намунаи металлографии дақиқро барои нишон додани раванди буридани намуна истифода мебарем.

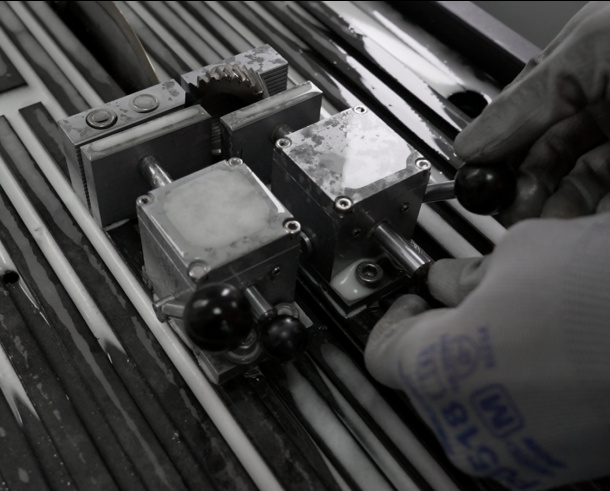
1. Қисми тайёрро гирифта, онро бо як қулфи зуд маҳкам кунед.


2. Пас аз маҳкам кардани қисмати корӣ, сарпӯши муҳофизатӣ пӯшед.

3. Параметрҳои буришро дар экран муқаррар кунед ва барномаи буришро оғоз кунед



4. Сарпӯши болоро кушоед ва намунаи буридашударо барои анҷом додани раванди буридани намуна берун оваред.

Намунаҳои буридашударо метавон барои равандҳои минбаъдаи омодасозии намунаҳо, ба монанди васлкунӣ, суфтакунӣ ва сайқалдиҳӣ, истифода бурд, ки пас аз он санҷиши сахтии фишанг ё таҳлили металлографӣ гузаронида мешавад.
Вақти нашр: 02 апрели соли 2025






